
Линия по производству профнастила: как это устроено
Профилированные жестяные листы активно применяются в гражданском и промышленном сооружении. Но, делаются они не ручным способом. Как устроена линия по изготовлению профлиста, какими они бывают и в чем различия – дальше в заметке.
Перед тем, как анализировать конкретно оборудование, чтоб лучше понять, чем определены его свойства, необходимо определить с тем, какими могут быть виды профлиста. Ведь собственно показателями конечного продукта задается и подбор техники для его изготовления.
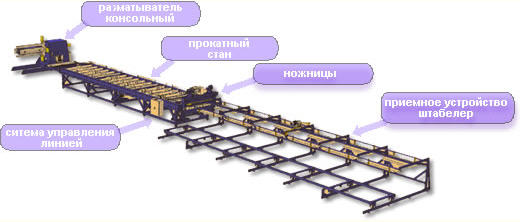
Схема оборудования для изготовления профлиста
Профлист, даже имея самую небольшую величину гофра (8 мм для стеновых модификаций), на самом деле намного крепче обыкновенной, листовой стали оцинкованной, из какой сам сделан.
Конкретно продольный рельеф обеспечюет его добавочную жесткость. И поэтому рабочие обширно используют его для очень разных целей: заборов и стен индустриальных строений, в виде материала для кровельных работ, для межэтажных перекрытий а также в виде опалубки несъемной.
Естественно, для различных задач нужны различные свойства, а это означает – и линии для изготовления профлиста.
Вся технологическая информация о потребительских качествах имеется в самой маркировке профлиста, с какой важно познакомится прежде чем выбрать профлист для кровли.
Есть госстандарт на его изготовление — ГОСТ 24045-94, где и прописаны все свойства, отражаемые в марке.
К примеру, С44-1000-0,4 значит:
- С — предназначение материала
- 44 – высота гофра
- 1000 – полезная, или монтажная ширина листочка
- 0,4 – толщина использованного металла
Буквенные определения расшифровываются так:
- С — профнастил для стен
- Н – материал для работ связанных с кровлей
- НС – многофункциональная марка, подойдет для двух задач
Значимая информация!
Для изготовления всего обычного профлиста применяется жесть шириной 1250 мм.
Различная ширина конечного продукта (в основном, от 750 до 1150 мм) устанавливается уходом материала на высоту гофра: чем выше профиль, тем поменьше ширина. Но при этом пропорционально растет и крепость.

Системное применение профлиста
Длина листочков, согластно ГОСТа, вполне может составлять от 2,4 для стеновых и 3 м – для смешанных и материалов для кровли, до 12 м для всех видов.
Но, из за того что, что материал рулонный, на заказ изготовители готовы порезать собственную продукцию под любой размер, комфортный клиенту.
Материалы кровли также как правило имеют в вершине гофры по внешней стороне специализированную капиллярную водоотводящую канавку.
Как сырье для изготовления профлиста применяется только оцинкованный рулонный металлический прокат. Он как правило имеет толщину от 0,35 до 2 мм. Обычный внешний диаметр рулона – 1,2 м, длина же листочка в нем подчиняется от толщины металла.
Сталь как правило имеет как простое покрытие из цинка, так и иметь добавочный слой защиты из лакокрасочного материала или полимера.
При этом покрытие может наноситься на одну или две стороны, при двустороннем нанисении – выполняться одним или разнообразными материалами.
Значимая информация!
Самым долговечным и надежным считается профлист, имеющий покрытие из искусственных полиэфирных материалов.
Но он же считается и наиболее ценным, и особенно ранимым к повреждениям механическим путем защиты. Тем не менее, заключительный минус сглаживается присутствием на рынке специализированных ремонтных составов.
В стандартную схему линии по изготовлению профлиста входят, в основном, пять главных устройств:
- Разматыватель – на его вал одевается рулон стали листовой, и держиться для подавания к месту отделки
- Формующий стан – это главный компонент линии, где совершается говоря по существу профилирование подаваемой ленты материала
- Блок управления – тут делается включение, выключение и программирование показателей для рабочих устройств
- Ножницы гильотины – при их помощи делается резка готового профиля на листочки
- Приемный стол – в основном, подходит размерам выпускаемого сейчас листа (ширина стола установленная, а длина может меняться).
Тут готовая продукция штабелируется и упаковывается для отправки на склад.
Значимая информация!
Отдельные солидные изготовители оборудования, выпускающие разные линии для изготовления: производства профлиста, металлической черепицы, других видов проката, оборудуют собственную продукцию добавочными устройствами.
К примеру, это может быть запиточный стол, располагаемый между разматывателем и формующим станом, или отрезные ножницы, помогающие быстрой замене рулона.
Естественно, такие добавления благоприятно воздействуют на тех. процесс, а это означает – и на качество готового листа.
Но, все же главный компонент любой линии – это прокатный стан. Он собой представляет поставленные на станине симметрические пары валов (клети), какие благодаря механического сжатия и формуют на листе гофру, прокатывая ленту через себя.
Чем больше их кол-во – тем глубже выходит профиль. Ведь ленту невозможно просто взять и при входе в стан задать ей необходимый изгиб (ширина сырья – больше, чем у готового продукта).
В этом варианте металл, минимум, утратит гибкость на сгибах, а, быстрее всего – поломается. Также, провести через форму в этом варианте его будет достаточно непросто.

Прокатный стан в действии
При прохождении исходный материал меняет размеры от меньшего изгиба к большему. Естественно, диаметр формующих цилиндров от пары к паре растет, а расстояние между ними – становится меньше, аж до последней клети, где профлист приобретает плановый размер.
В связи с описанными характерностями ноу-хау, фактически нереально отпускать на одном стане изделия разного профиля.
Каждый вид просит собственной ширины станины в точке установки клетей, а еще подходящего диаметра цилиндров. Тем не менее, могут встречаться модели, разрешающие отпускать материал с одной высотой гофры, но с различной шириной листа.
В теории возможен выпуск и прочего, имеющего не через чур большие отличия по высоте гофра, проката. Но в этом варианте – понадобится полный набор снасти, включающий клети и ножницы гильотины.
С учитыванием расходов на сборочные работы подобное решение с денежной точки зрения будет не намного отличаться от установки новой линии. Что может изменять любой изготовитель – это толщину металла, вид его покрытия, и длину готового профлиста.
Вместо привода на раме ставится электрическая силовая установка, от мощности какой подчиняется самая большая толщина обрабатываемого металла и скорость прокатки.
Но стан не только сам делает главную работу, но и считается несущей системой для части другого оборудования – минимум, блока управления и гильотины, которая тоже играет важную роль.
Ножницы гильотины имеет в собственном составе любая линия производства профлиста. Они повторяют геометрию выходящего профиля и имеют гидравлический, электромеханический, редко – пневматический привод.
От них в значительной мере подчиняется качество продукции, потому как кайомкаложитесь ляжте не должен иметь заусенцев, а изгиб, появляющийся в месте реза – оказывать влияние на длину листочка максимум на 0,5 мм (по ГОСТу).
Потому как кромки для резки ножниц – главный рабочий компонент, действующий на эти признаки, иногда они настаивают заточки или замены.

Заправка сырья в производственную линию
Для управления всем набором механизмов применяется блок управления. Он в начале процесса производства программируется на конкретную толщину начального материала, вид покрытия, тут же задается обязательная длина листа.
Эти устройства имеют электронику для выключения линии на случай появления неполадок.
Оснащённая таким контроллером, линия для изготовления профлиста считается полуавтоматической. Связывают это с тем, что заправка новой ленты из металла, когда окончился устаревший рулон, делается ручным способом.
В другое же время персоналу (который на большинстве линий предложен одним рабочим) остается следить за отсутствием поломок – техника все выполнит сама.
И сейчас вам осталось познакомиться только с инструкцией по установке кровли из профлиста, и Ваш дом изменится!

